
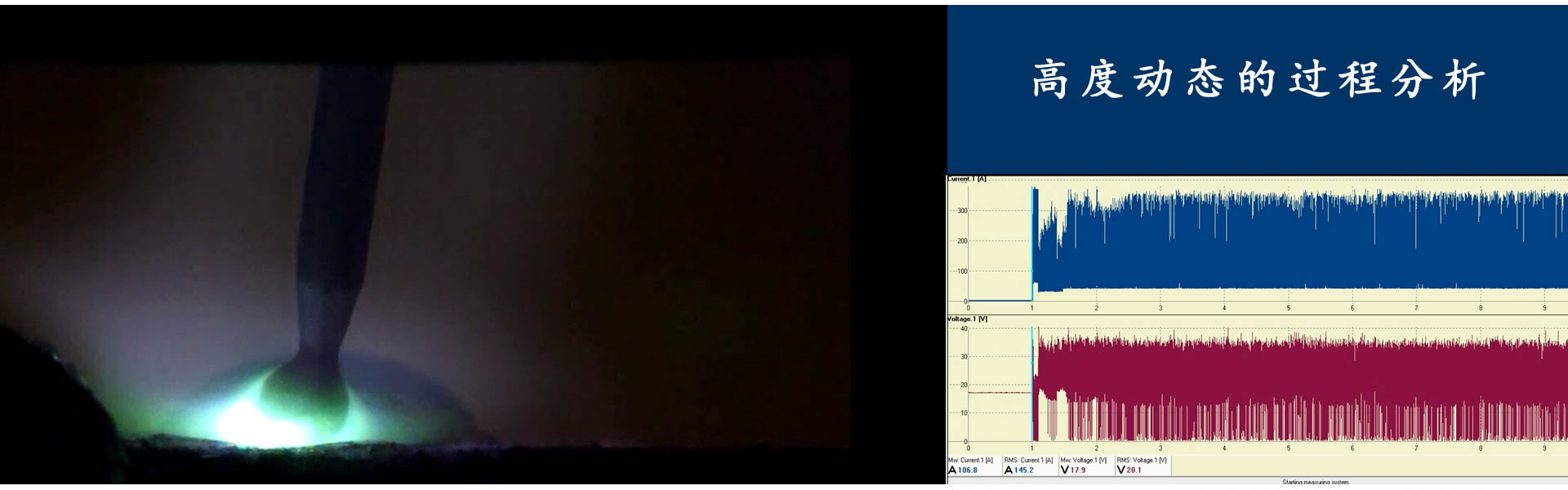
焊接過程質量監測及分析 Quality monitor and analysis of weld process |
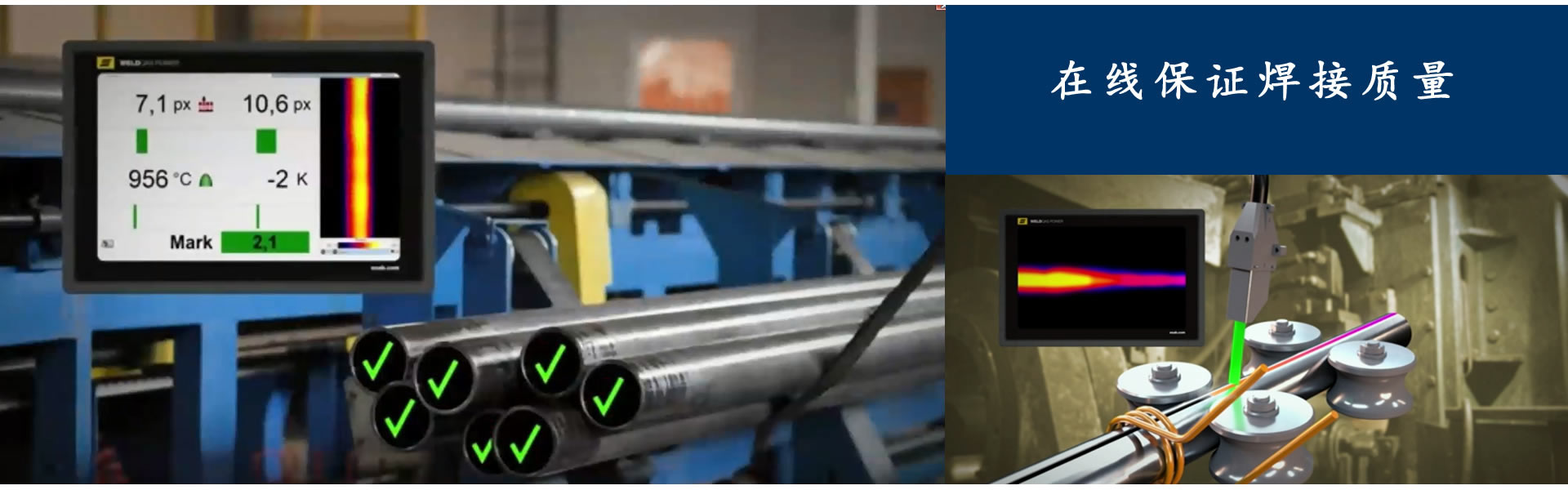
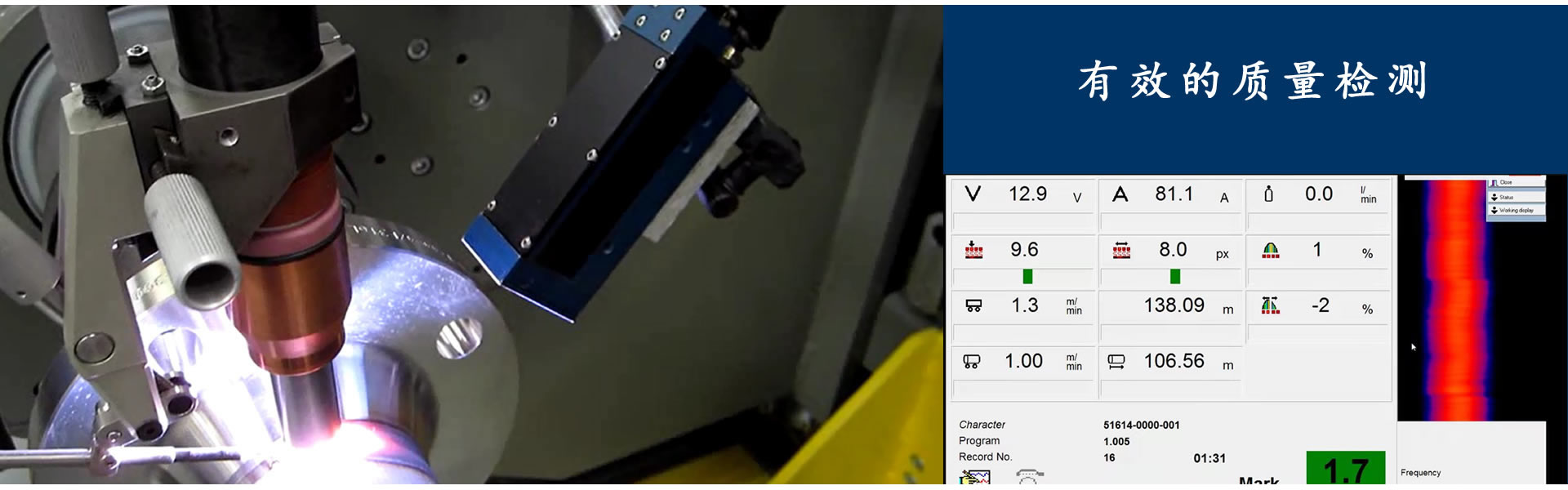
做好直縫鋼管的質量檢測的幾個檢測方法
用光學檢查方法解決表面可見的焊盤焊點和元件對錯識別,用X-Ray檢查不可見的元件焊點如BGA,DCA,插件過孔的焊錫情況,但如果不用ICT,元件值錯無法檢查;空心焊接球在檢測時注意事項:焊接球及制造焊接球所采用的原材料,其品種、規格、性能等應符合現行國家產品標準和設計要求。檢查數量:全數檢查。檢驗方法:檢查產品的質量合格證明文件、中文標志及檢驗報告等。
一、壓縮容器的強度檢查:壓縮容器除了進行密封性實驗外,還進行強度實驗。常見的有水壓實驗和氣壓實驗兩種。可以檢查壓力下工作的容器和配管焊接的細密性。氣壓實驗比水壓實驗更敏感、更快,一起實驗的產品不需要排水處理,特別適用于排水困難的產品。但實驗的危險性大于水壓實驗。進行實驗時,必須遵守相應的安全技能措施,防止實驗中發生事件。
二、從外觀上判別,即外觀檢查。焊接接頭的外觀檢查是手續簡潔廣泛應用的檢查方法,是產品檢查的重要內容,主要發現焊接外觀的缺點和尺度偏差。一般經過肉眼調查,用規范模板、量規、放大鏡等工具進行檢查。如果焊接外觀有缺點,焊接內部可能有缺點。
三、靜水實驗各鋼管應進行靜水壓實驗,無泄漏現象,實驗壓力按下試驗計算,P=2ST/D命中S-靜水壓實驗的實驗應力Mpa,靜水實驗的實驗應力按照相應鋼帶規范的屈從度最小值(Q235為235Mpa)的60%選擇。
四、物理方法檢查:物理檢查方法是使用一些物理現象進行測定或檢查的方法。看材料和工件內部缺點狀況,一般選擇無損探傷的方法。無損探傷有超聲探傷、射線探傷、滲透探傷、磁力探傷等。
五、細密性檢查:儲存液體或氣體的焊接容器,其焊接不細密的缺點,如貫通性裂紋、氣孔、夾渣、未焊接和疏松組織等,可以通過細密性實驗發現。細密性檢查方法包括煤油實驗、載水實驗、水沖壓實驗等。
空心焊接球焊接時注意事項:一般不對焊件預熱,在焊縫中,層間溫度應嚴格控制在≤150℃;反面成形的氣體保護焊,焊根側必須用還原氣或純氬保護;由于奧氏體不銹鋼收縮變形大,故在夾緊裝置與定位焊上應加強;建議用超低碳不含穩化劑的填充材料,以防止晶界腐蝕;為確保焊接接頭的耐腐蝕性,其表面應呈光亮狀,殘渣、焊縫顏色等皆應去除。
長春威克機電設備有限公司 地 址:吉林省長春市 南關區盛宇路 新星宇?和潤上鄰 電 話:0431-88602658 手 機:13943091878 電 郵:info@veagle-hks.com | 北京江杰威克科技有限公司 地址:北京經濟技術開發區同濟中路7號 興盛國際大廈 電 話:010-67832057 手 機:18600179487 電 郵:info@veagle-hks.com |
|


吉公網安備22010202000384號